
Carbon Fiber Freediving Fin Manufacturing Process Explained
Carbon Fiber Freediving Fin Manufacturing Process Explained

Carbon Fiber Freediving Fin Manufacturing Process: A Complete OEM Guide
In the freediving equipment market, carbon fiber fin blades sit in a very different category from plastic or fiberglass alternatives. The difference is not only material cost. It comes from how the product is engineered and manufactured.
A plastic fin blade can be injection molded in minutes with highly repeatable output.Manufacturers build carbon fiber fin blades through a multi-stage composite workflow that depends heavily on material control, technician experience, and production discipline. Small variations during manufacturing can change how a blade flexes in the water, how efficiently it transfers energy, and how long it maintains structural stability under repeated use.
For importers, OEM buyers, and private-label brands, understanding the manufacturing process helps with more than product selection. It provides a practical way to evaluate supplier capability, compare quotations realistically, and reduce quality risk before scaling production.
This article explains the carbon fiber freediving fin manufacturing process used in professional composite production environments, along with the sourcing considerations international buyers should evaluate when selecting an OEM supplier.
Why Carbon Fiber Freediving Fins Require a Different Manufacturing Process
Carbon fiber fin blades are composite structures. Unlike molded plastics, their performance characteristics are heavily influenced by internal laminate construction.
Two blades may look nearly identical externally while behaving very differently underwater. In many cases, the difference comes from factors that are invisible after production:
- Fiber orientation
- Resin distribution
- Layup sequence
- Cure consistency
- Laminate compaction
- Edge finishing quality
This is one reason experienced divers often notice major differences between blades with similar stiffness ratings on paper.
In practice, carbon fiber freediving fin manufacturing is less about shaping a product and more about controlling how the composite structure behaves under load.
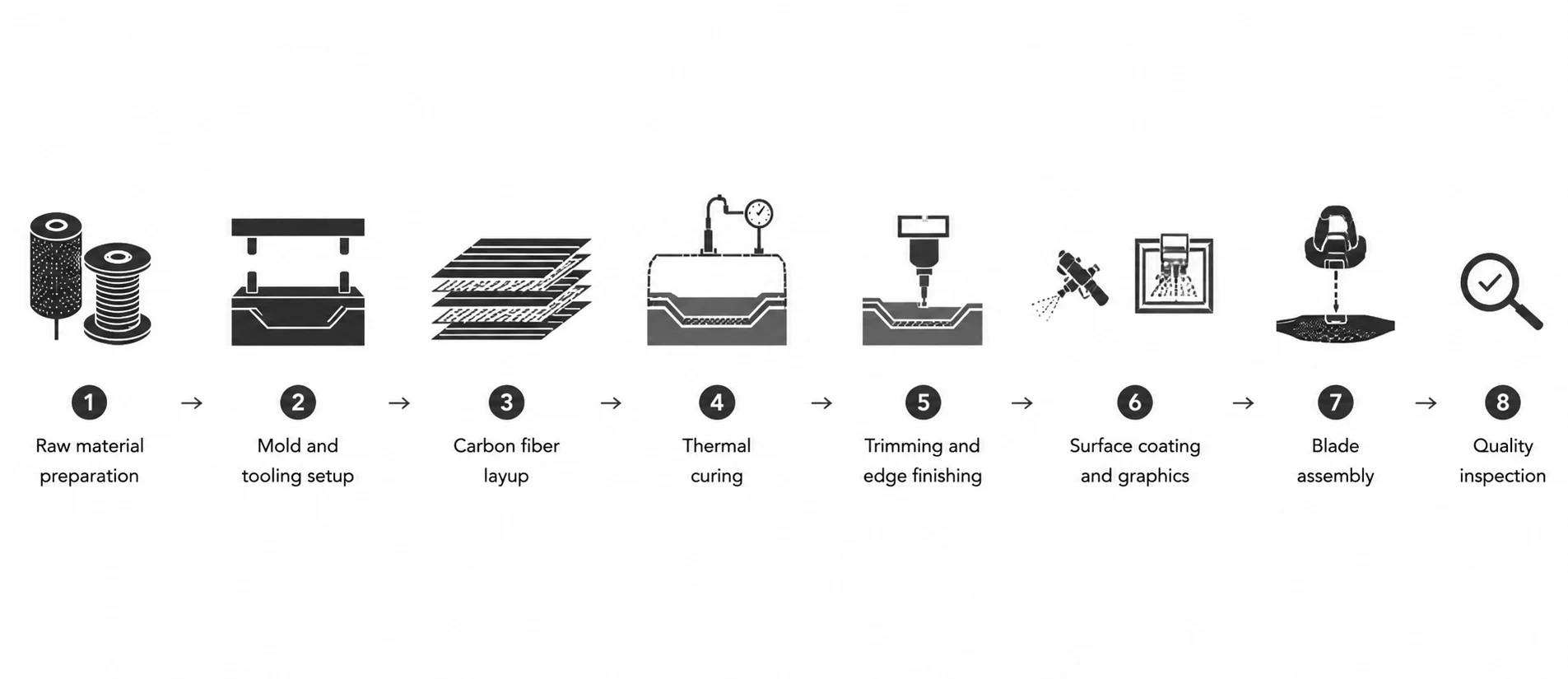
What Is the Carbon Fiber Freediving Fin Manufacturing Process?
The carbon fiber freediving fin manufacturing process typically includes material preparation, layup, curing, trimming, assembly, and quality inspection.
Each stage affects the final blade’s flex pattern, durability, weight, and consistency.
Stage 1: Raw Material Selection and Prepreg Carbon Fiber
Most professional manufacturers use prepreg carbon fiber materials for high-performance freediving fin blades.
Prepreg refers to carbon fiber fabric that has already been impregnated with epoxy resin under controlled industrial conditions. This allows the resin content to remain relatively consistent throughout production.
By comparison, wet layup systems rely more heavily on manual resin application during production.
- More stable fiber-to-resin ratios
- Better laminate consistency
- Lower risk of dry spots
- Improved repeatability between production batches
In lower-cost wet layup production, resin is manually applied during manufacturing.The final laminate quality then depends heavily on operator technique. Excess resin can increase weight and soften blade response, while insufficient resin may create weak bonding areas inside the structure.
For freediving fins, manufacturers commonly use:
- T700 or T800 carbon fiber
- Unidirectional (UD) carbon reinforcement
- Plain/Twill weave surface layers
- Medium-temperature epoxy resin systems
Material selection depends on the target stiffness category and intended user profile.
Soft recreational blades and harder competition-oriented blades often use different laminate structures even when external dimensions remain the same.
Material Storage Matters More Than Many Buyers Expect
Prepreg materials require controlled storage conditions because the resin system remains chemically active before curing.
Our Foni Carbon Sports handling prepreg carbon properly usually maintain refrigerated storage and batch tracking record. If prepreg material is stored incorrectly or used beyond its recommended shelf life, curing performance may become unstable.
Stage 2: Mold Development and Tooling Design
The mold defines the blade geometry, including:
- Blade curvature
- Taper profile
- Width distribution
- Water channel characteristics
- Surface finish quality
Most factories use aluminum molds for carbon fiber fin blade production because aluminum transfers heat efficiently and maintains stable dimensional tolerances over repeated production cycles.
Steel molds are typically reserved for higher-volume environments where tooling longevity and dimensional consistency under sustained thermal cycling become the primary concern.
At Foni Carbon Sports, we manufacture carbon fiber freediving fins using steel molds — a deliberate investment that reflects over 10 years of continuous production experience in this specific product category. Unlike aluminum tooling, steel molds hold tighter dimensional tolerances across tens of thousands of press cycles, which translates directly into blade-to-blade consistency across large OEM orders. For buyers placing recurring seasonal orders, this matters: the blade geometry in your third production run will match your first. Composite tooling remains a practical option during the prototyping or early-stage sampling phase, and we use it accordingly when clients are validating a new blade design before committing to full production.
Tooling Quality Directly Affects Surface Finish
A polished mold surface can produce a clean cosmetic finish directly after demolding. Poorly maintained tooling often creates surface inconsistency that requires additional sanding and cosmetic correction later in production.
Over time, worn tooling may also affect dimensional repeatability.
For buyers developing proprietary blade designs, tooling ownership should be clarified before project approval. This includes:
- Mold exclusivity
- CAD ownership
- Maintenance responsibility
- Whether tooling may be reused for other customers
These details become especially important when building a differentiated private-label product line.
Stage 3: Carbon Fiber Layup and Flex Engineering
Layup is the most technically sensitive stage of the manufacturing process.
During layup, technicians place multiple carbon fiber layers into the mold according to a predefined laminate schedule. The orientation and sequence of these layers determine how the blade behaves during use.
How Blade Stiffness Is Actually Controlled
Carbon fiber alone does not determine blade stiffness. It depends on the overall laminate structure.
Variables include:
- Number of plies
- Fiber orientation
- Carbon fabric weight
- Reinforcement placement
- Blade thickness distribution
A typical freediving fin laminate may combine:
- 0° unidirectional layers for longitudinal stiffness
- ±45° reinforcement for torsional control
- Surface weave layers for cosmetic stability
In practice, changing even one reinforcement layer can noticeably alter blade response in the water.
This is why two factories using similar raw materials may still produce blades with very different flex characteristics.
Consistency Is One of the Hardest Parts of Production
Maintaining consistent layup quality across multiple batches requires process control.
Professional manufacturers usually document:
- Ply schedules
- Material batches
- Cure parameters
- Production records
- Flex test standards
Without standardized procedures, stiffness variation between batches becomes difficult to control, especially during larger production runs.
Stage 4: Vacuum Bagging and Laminate Consolidation
After layup, the mold assembly is sealed inside a vacuum bag.
Air is removed from the system using a vacuum pump, compressing the laminate layers against the mold surface.
This stage helps:
- Reduce trapped air
- Improve laminate density
- Stabilize resin distribution
- Improve bonding between layers
Insufficient vacuum consolidation can lead to internal voids or inconsistent laminate compaction, both of which affect long-term durability.
Autoclave vs Out-of-Autoclave Processing
In some cases, premium composite manufacturers use autoclave systems that apply elevated pressure during curing.
Autoclave processing can improve laminate consolidation and reduce void content, but it also increases equipment and operating cost significantly.
In sporting goods manufacturing, many factories use vacuum-only curing systems with acceptable results when material handling and cure control are properly managed.
The production system itself matters less than how consistently the process is controlled.
Stage 5: Thermal Curing and Resin Stabilization
Once vacuum consolidation is complete, the laminate enters the curing stage.
During curing, heat activates the epoxy resin system and transforms the material into a rigid composite structure.
Typical curing cycles include:
- Controlled temperature ramp-up
- Stable dwell temperature
- Timed curing duration
- Controlled cooling period
The exact cure profile depends on the prepreg system being used.
Poor Cure Control Creates Long-Term Problems
Incomplete curing may not always produce visible defects immediately.
However, over time it can contribute to:
- Reduced fatigue resistance
- Surface instability
- Lower thermal resistance
- Premature structural degradation
Stage 6: Trimming and Edge Finishing
After curing, excess material around the blade perimeter is removed.
For larger production volumes, factories commonly use CNC trimming systems because they provide:
- Better dimensional consistency
- Cleaner edge geometry
- Improved symmetry between blades
- More stable repeatability
At the same time, smaller production environments may rely more heavily on manual trimming and sanding.
Edge Quality Is Often Underestimated
Poor edge finishing does not only affect cosmetics.
Uneven trimming can influence:
- Water flow behavior
- Surface drag
- Perceived product quality
- User comfort during handling
Experienced manufacturers typically spend considerable time refining edge smoothness and consistency before final inspection.
Stage 7: Surface Coating and OEM Branding
Once structural finishing is completed, the blade surface is prepared for cosmetic treatment and protection.
Depending on the product positioning, finishing may include:
- Fine sanding
- Polishing
- Matte or gloss coating
- Graphic application
Common OEM Branding Methods
Freediving fin manufacturers commonly offer:
- Under-clear-coat graphics
- Water-transfer graphics
- Laser marking
- Colored painting customization
Stage 8: Blade Assembly and Foot Pocket Integration
The blade and foot pocket are usually manufactured separately before assembly.
Two common integration systems are used in the industry.
Mechanical Rail Systems
The blade slides into a rail system and is mechanically secured.
This allows:
- Blade replacement
- Easier maintenance
- Modular product configurations
Bonded Assembly Systems
The blade is permanently bonded into the foot pocket using structural adhesive systems.
Bonded systems are more common in some competition-oriented products where rigidity and energy transfer are prioritized.
The assembly method should be defined early in OEM development because it affects tooling structure and final product positioning.
Stage 9: Quality Control
Quality control in carbon fiber fin manufacturing involves more than cosmetic inspection.
Professional factories typically perform checks throughout multiple stages of production.
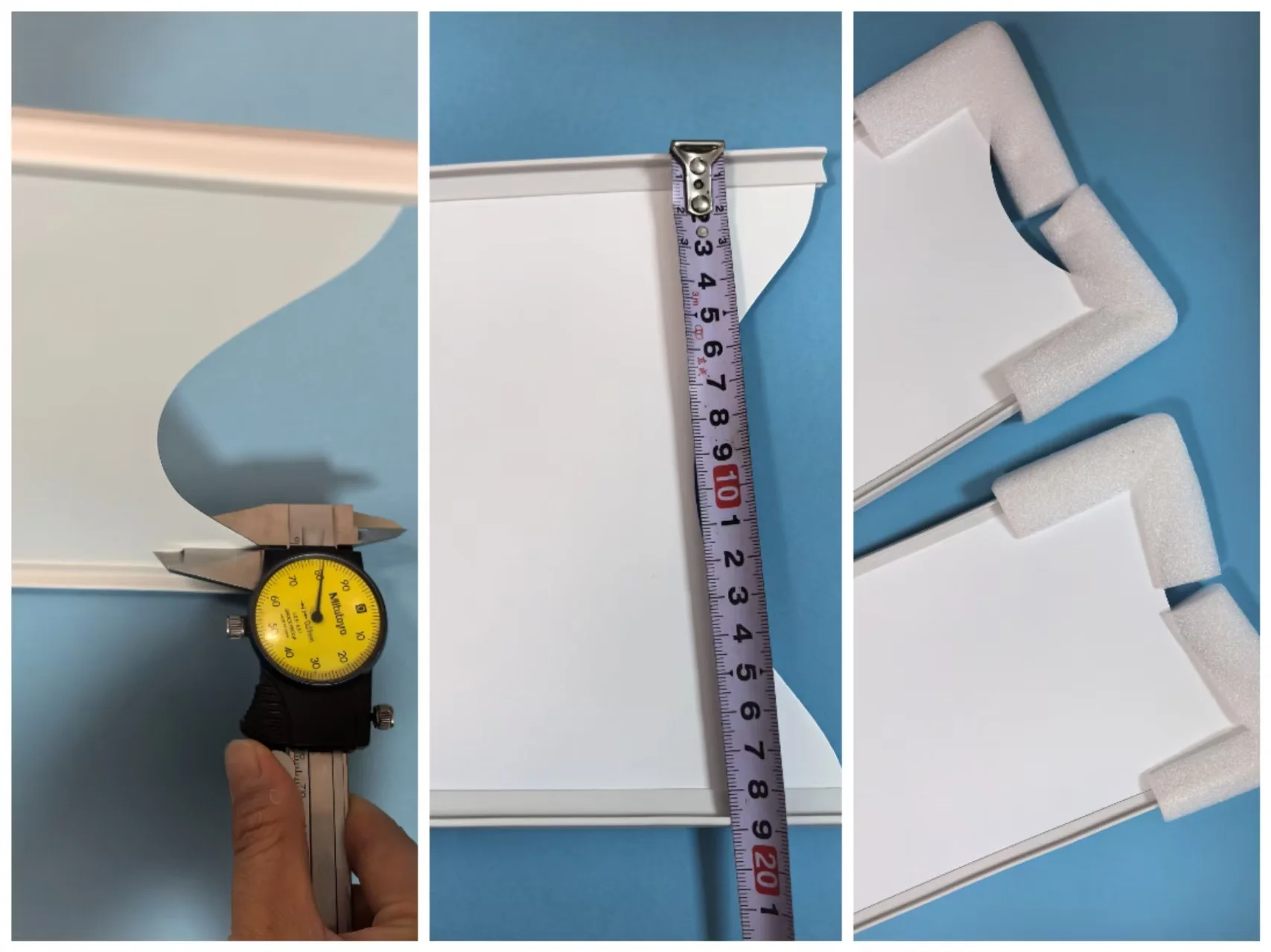
Common QC Procedures Include:
Dimensional Inspection
Blade dimensions are checked against technical drawings and production tolerances.
Visual Inspection
Inspectors evaluate:
- Surface finish
- Edge consistency
- Resin distribution
- Cosmetic defects
- Delamination indicators
Flex Testing
Manufacturers often use standardized load testing to verify stiffness consistency between production batches.
Assembly Inspection
Foot pocket bonding and alignment are checked before packaging.
Packaging Inspection
Protective packaging is important because carbon composite products can be damaged by impact during international transportation.
Procurement Considerations for OEM Buyers
When sourcing carbon fiber freediving fins, production capability should be evaluated together with commercial feasibility.
MOQ Expectations
For OEM production, MOQs commonly depend on:
- Whether tooling already exists
- Number of stiffness variants
- Graphic customization level
- Packaging requirements
Lower MOQs are generally easier to achieve when buyers use existing mold platforms.
Lead Time Planning
Production lead time is influenced by:
- Tooling development
- Material availability
- Cure capacity
- Graphic approval
- Assembly complexity
Custom projects typically require additional sampling and validation stages before mass production begins.
Sample Evaluation Should Go Beyond Appearance
When reviewing samples, buyers should evaluate:
- Flex consistency
- Surface stability
- Blade symmetry
- Assembly precision
- Edge finishing quality
- Packaging protection
FAQ: Carbon Fiber Freediving Fin Manufacturing Process
What is the difference between prepreg and wet layup carbon fiber fin blades?
Prepreg carbon fiber uses factory-controlled resin impregnation before production, resulting in more stable laminate quality and better repeatability. Wet layup applies resin manually during manufacturing, which introduces more process variation.
How is blade stiffness controlled?
Blade stiffness depends on laminate structure, including fiber orientation, reinforcement placement, material weight, and ply count.
Why are carbon fiber freediving fins more expensive than plastic fins?
Carbon fiber fins require labor-intensive composite manufacturing processes, controlled curing systems, precision finishing, and stricter quality management than injection-molded plastic products.
Can OEM buyers request custom graphics and stiffness categories?
Yes. Our Foni Carbon Sports support custom graphics, stiffness options, blade geometries, and packaging configurations.
What carbon fiber materials are commonly used?
T700 and T800 are widely used because they provide a practical balance between stiffness, durability, and processing stability.
What is the typical lead time for OEM production?
Lead times vary depending on tooling status and customization level, but custom projects generally require additional time for sampling and approval before mass production.
Conclusion
The carbon fiber freediving fin manufacturing process depends heavily on material control, laminate consistency, curing stability, and finishing precision.
For OEM buyers and private-label brands, understanding these manufacturing fundamentals makes supplier evaluation more practical and reduces sourcing uncertainty during product development.
When comparing suppliers, production consistency, process discipline, and technical communication are usually more important indicators than quotation price alone.
At Foni Carbon Sports, we work with OEM and private-label clients on carbon fiber composite sports equipment manufacturing, including custom freediving fin blade development and production support.